
吸塑盒注射(shè)成型過程的重要(yào)條件包括影響塑化流動和冷卻的溫(wēn)度、壓力(lì)和相應的(de)作用時間。可以說,準確穩(wěn)定的工藝(yì)參數是保證塑(sù)件質量合格穩定的必要條件。調整工藝參數時,原則上應按壓力(lì)-時間-溫度的順序進行調(diào)整,兩個或兩個以上的參數不能同時改(gǎi)變,以免工藝條(tiáo)件混(hún)亂造成塑件質量不穩定。

吸塑盒注射成型的主要工藝(yì)參數如下:
(1)桶(tǒng)溫
熔(róng)化(huà)溫度非常重(chóng)要,所用的射缸溫度隻是指導。熔體溫度可在噴嘴處或通過空氣噴射(shè)法測量。射出缸的溫度設定取決於熔體溫度、螺杆速度、背壓(yā)、射出(chū)量和注(zhù)射周期。如果你沒有加工特定等級塑料(liào)的經驗,你應該從zuidi的設置開(kāi)始。為了便於控製,拍攝缸被分成幾個區域,但不是所有的區域都被設置(zhì)為(wéi)相同的溫度。如(rú)果長時間運行或(huò)在高溫下運行(háng),diyi區的溫度應設置(zhì)為(wéi)較(jiào)低(dī)的值,這將防止塑料過早熔(róng)化(huà)和分流。吸(xī)塑盒注射成型(xíng)前,確保液壓(yā)油、料鬥密封器、模具和射出缸(gāng)處於正確的溫度。通常,料筒的溫度從後向前逐漸升高,以便均勻塑化。
(2)熔體溫度(dù)
熔體溫度在熔體流動性中起主要(yào)作用。塑(sù)料沒有特(tè)定的熔點。所謂的熔點是熔融狀態的(de)溫度區間。塑料分子鏈的結構和組成(chéng)不同,對(duì)其流動性有不同的影響。剛性(xìng)分子鏈受溫(wēn)度影(yǐng)響明顯(xiǎn),如聚碳酸酯和聚苯硫醚,而柔性分子鏈如聚酰胺、聚丙烯和聚乙烯(xī)受溫度(dù)影響(xiǎng)不明顯。因此,應根據不同材料(liào)調整合(hé)理的注射溫度。
(3)模具溫(wēn)度(dù)
一些塑料材(cái)料由於結晶溫度(dù)高和(hé)結晶速度慢而(ér)需要(yào)較高的模具溫度,而另一些塑料材(cái)料(liào)由(yóu)於控(kòng)製尺寸和變形或脫模而(ér)需(xū)要較(jiào)高的溫度或較低的溫度。例如,聚碳酸酯通常需(xū)要超過60,而(ér)聚(jù)苯硫醚有時(shí)需(xū)要超過160,以獲得更好的外觀和gaishan流動性。因此,模具(jù)溫度在(zài)gaishan產品外觀、變形、尺寸和模具方麵(miàn)起著重(chóng)要作用。在模具設計和成型工程中,不僅要保(bǎo)持合適的溫(wēn)度,還要使其均勻分布,這(zhè)一點很重要。不均(jun1)勻的模具溫度分布會導致不均勻的收縮和內應力,從而使成型產品(pǐn)容(róng)易變形和翹曲。
模具溫度會影響模具型腔中(zhōng)塑料的硬化速度。如(rú)果過低,會使填充變(biàn)得困難,並且(qiě)在沒有適當收縮(或(huò)再結晶)的情況下(xià)硬化,這將使(shǐ)模製產品具有更多的填充和熱應力殘餘(yú);如果溫度過高(gāo),會出現毛(máo)刺,需(xū)要更長的冷卻時間。模具溫度對塑料零件的內部性能和性能質量有很大影響,對表(biǎo)麵要求較高(gāo)的塑料零件需要模具溫度。
(4)注射壓(yā)力
熔體克服前進所需的阻力,阻力直接影(yǐng)響產品(pǐn)的尺寸、重量和(hé)變形。不同的塑料產品需要不同的注射壓力。對於聚酰胺(àn)和聚丙烯等材料,增加壓力將xianzhugaishan其流動性,注射壓力決定了產品的密度,即外觀光澤度。它沒有(yǒu)固定值,而且填充模具越困難,注射壓力就越高。注射壓力的設定主要是控製油壓,使其足以推動螺杆達到設(shè)定的注射速度要求。因為每種塑料的特性不同(tóng),流動的難(nán)度也不同,同樣的材料粘度會隨著不同的熔融溫度而變化。不同的(de)產品、模具設計和模具溫度會改變材料流動引起的阻力。為(wéi)了在不同條件(jiàn)下保持相同的注(zhù)射速度,有必要改變(biàn)注射(shè)壓力以克服由熔體流動引起的阻力。注射壓力不同於保持壓力,注射壓力主要影響填(tián)充階段,而(ér)保持壓力影(yǐng)響冷卻階段。對於流動性差的塑料(liào),注射(shè)壓力應取大值,對於空腔阻力大(dà)的薄壁橡膠(jiāo),注射硬度也應取zuida值。

(5)彈(dàn)射速度
注射速度的設定是流動過程中zuizhongyao的條件,它控製著熔體充型的時間和流動方式。注射速度的調整是否正(zhèng)確對產品的外觀質量(liàng)有jeudui的控製。
設定注射(shè)速度的基本原則是,當塑料在模腔內流動時,它會根(gēn)據其流動形成的截麵尺寸而上升和下降,並遵循慢快慢的程序,並(bìng)盡量快(kuài)(確認外觀是否有缺陷)。
通(tōng)過調整每單位時間供應到噴油缸的油(yóu)量來實現噴油速度。一般來(lái)說,盡可能使用高注射速(sù)度(不產生fuzuoyong),以保(bǎo)證(zhèng)塑料(liào)件的焊接強度和外觀質量,而相對較低的壓力也(yě)降低了塑料件的內應(yīng)力,提高了強度。采用高壓低速喂料可以使流(liú)量穩定,剪切速度小,塑件尺寸穩定,避免收縮缺陷。
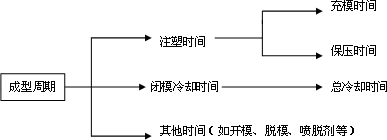
(6)時(shí)間參數(成型周期)
注(zhù)射時間和(hé)冷卻時間是zui基本的組(zǔ)成部分,它們的長度對注塑製品的質量有決定性的影響。充(chōng)模(mó)時間一般小於10秒。保持時間長,這與橡膠部件的壁(bì)厚有關(壁厚被視為長時間),以確保zuixiao間取決於塑料的結晶度、產(chǎn)品的材料(liào)厚度、模具溫度等因素。並可(kě)根(gēn)據具體情況進行調整。成型周期如下。

服務熱線:
0510-86528222

聯係電話:
13621532228
公司地址:
江陰市霞客鎮馬鎮北環路10號
江陰市碩信包裝科技有限公(gōng)司版(bǎn)權所有 ALL RIGHT RESERVED 技術支持:無錫首宸 蘇ICP備19024695號-1 網站地圖
LINKS: 防爆燈具(jù)



 首頁
首頁